
�����
��װֱ������������ƽ̨����������Ч����װ���������С�12.7mm API���������ٵ���Ҫ��в֮һ���մ�-��ά���Ͻṹ�ǵ�ǰ����װ��������ʽ������SiC�մɸ���"����"��о����ά���壨��UHMWPE��̼��ά���ϲ��ϣ��ṩ֧�Ų�"��ס"��Ƭ��Ȼ�����մ�����ά���壨�ر��Dz�ͬ������ά����߸ն�̼��άT300�������UHMWPE����ϣ��ĺ�ȱ�������Ż��������Ч�ʣ�ͬʱ�������������ؽ������Ĺؼ����⡣
��ͬ��ȱȵ�SiC�մ�-��ά��ǿ��֬�����ϲ���װ������ʧЧ���俹������
- ���ߣ�½�ijɣ���һ���������ڣ������ԣ��ܺ꣬�߹ⷢ*
- �ڿ������ϲ���ѧ��, 2025, 42(2): 1125-1139
- DOI��10.13801/j.cnki.fhclxb.20240508.003
�����
ʵ�����������˲�ͬ��ȱȵ�Kevlar/SiC̼��ά��ǿ������֬�����ϲ���(T300)-���߷���������ϩ(UHMWPE)���ϰа壬ͨ��12.7 mm����ȼ�յ����ֳ�ʵ�飬�о��˸��ϰа�Ŀ������ܡ�
����ʧЧģʽ��������ϸ�����˵�о���ϰа����ֳ������е���Ҫ����ģʽ�������մ��;������Ƶ��γɡ�UHMWPE��ϰ�IJ������봩��ʧЧ���Լ�̼��άT300��ϰ��ʮ���ʹ��Զ��ѡ�
��������ֲ��о���ͨ���Ի��յĵ�о���մ������ж༶ɸ�ֳ��ش�������������������ֲ��������ɷֲ����ɣ���ʾ�˲�ͬ��ȱ��¸��ϰа�Ŀ������ܲ��졣
����ժҪ
�Ͼ�������ѧ��е����ѧԺ�߹ⷢ�����Ŷ���������װ��������ȡ����Ҫ��չ��ͨ��ϵͳ�о���ͬ��ȱȵ�SiC�մ�-��ά��ǿ��֬������װ���ڵ���12.7mm����ȼ�յ���API��ʱ������ʧЧ���ƺͿ������ܣ���ȷ�����ź����ϣ�9mm SiC�մ� + 4mm T300̼��ά + 10mm UHMWPE������ʾ��ͨ�������滻�մ�����ά��ȣ���1mm SiC��Ϊ1mm̼��ά����ͬʱʵ���������ͷ������������Ĺؼ����ơ����о�Ϊ����������װ������ṩ����Ҫʵ�����ݺ�����֧�š���سɹ������ڡ����ϲ���ѧ����2025���42����2�ڡ�
�����о������뷢��
1. ʵ�����
�Ŷ�������������ܶ������Լ45.5 kg/m²������ȱȲ�ͬ��Kevlar/SiC-T300-UHMWPE���ϰа壬����12.7mm API�����Ű��ٶ�~500 m/s���������ֳ�ʵ�飬�������������Ƭ����װ�����ڷ�����
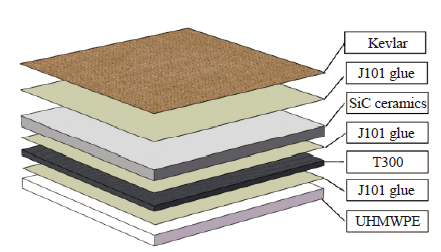
�մ�-��ά���ϰа�ṹʾ��ͼ
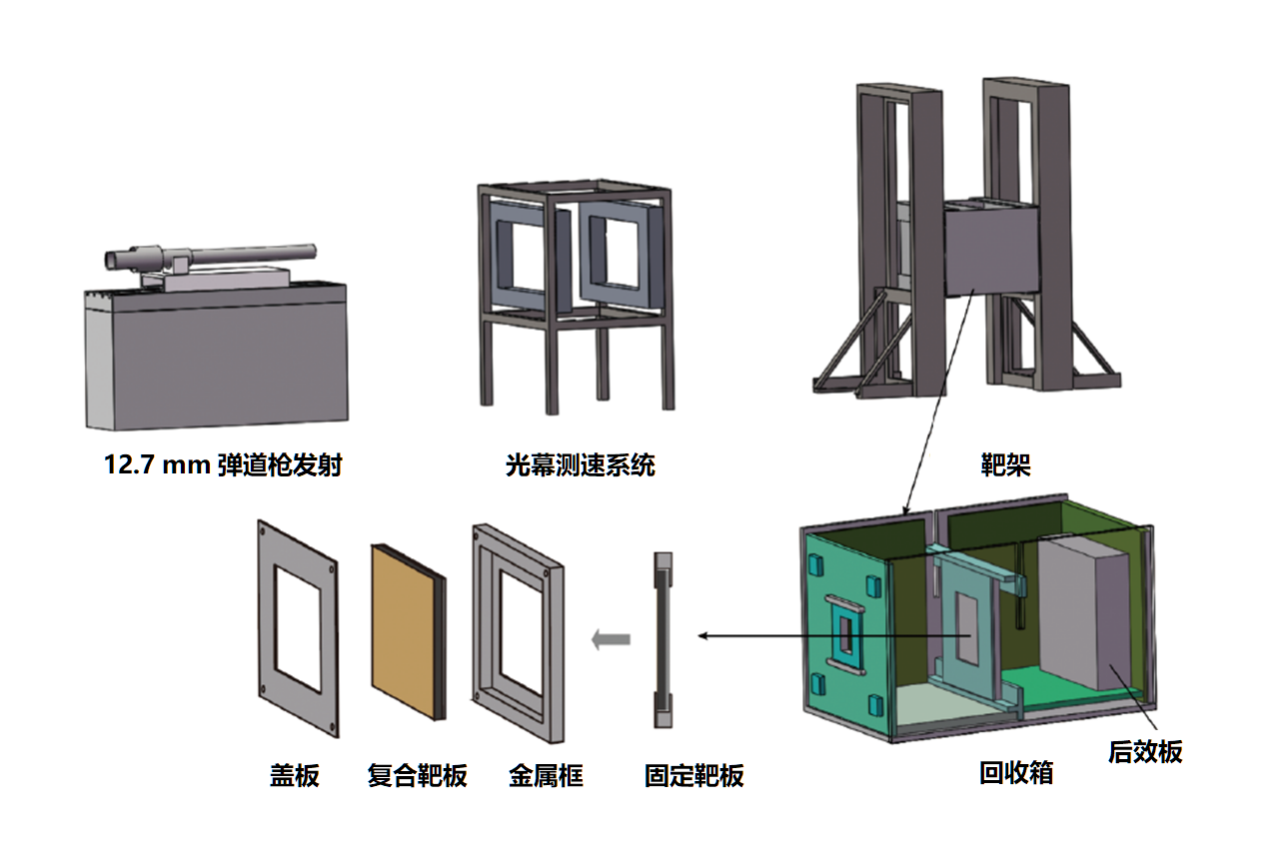
ʵ��װ��ʾ��ͼ
ʵ��а����
|
ʵ���� |
SiC�մɺ��/mm |
���� |
���ܶ�/��kg�qm2�� |
|
|
T300���/mm |
UHMWPE���/mm |
|||
|
1# |
10 |
3 |
10 |
46.57 |
|
2# |
10 |
3 |
10 |
46.57 |
|
3# |
9 |
4 |
10 |
45.03 |
|
4# |
9 |
4 |
10 |
45.03 |
|
5# |
8 |
5 |
12 |
45.41 |
|
6# |
8 |
5 |
12 |
45.41 |
2. ������ݷ���
1 UHMWPE��ϰ����˷���
��SiC�մɺ��Ϊ9 mmʱ��UHMWPE��ϰ��ƽ���ֳ������С��3.955 mm��������������߶�Ҳ��С��44 mm��������������ֺ������£�UHMWPE��ϰ�����˳̶���������������ɢЧ����ѡ����֮�£���SiC�մɺ��Ϊ8 mmʱ��UHMWPE��ϰ��ƽ���ֳ��������16.45 mm��������߶�Ҳ�������ӡ�
UHMWPE ��ϰ�ĵ�����òͼ
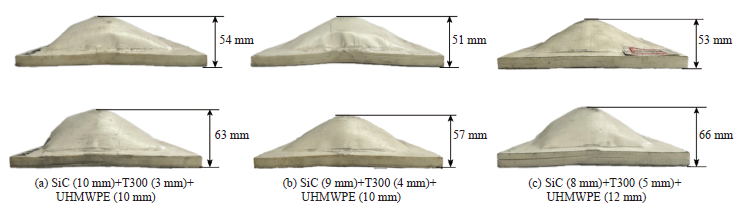
UHMWPE ��ϰ�ı�����߶�ͼ
2 ��о��������ֲ�
��о���������ֲ�����Rosin-Rammler�ֲ�����������ͬ������Χ�µ�о��Ƭ�ۻ������Ķ����뵯о��Ƭ�����Ķ���֮����ڽ����Ե���������ϵ��
���մ������Ϊ9 mmʱ����о����ƽ��������С������������8mm�ĵ�о���ƽ��������С������С��0.5 mm�ĵ�о���ƽ���������֤����о���ܺ�ɢ��࣬�մ���������顱��о�����÷��������
�� ��о��Ƭ����
|
ʵ���� |
��Ƭ����/g |
||||||
|
������ |
>8mm |
4-8mm |
2-4mm |
1-2mm |
0.5-1mm |
0-0.5mm |
|
|
1# |
29.85 |
19.20 |
4.54 |
2.45 |
2.14 |
0.86 |
0.66 |
|
2# |
29.14 |
23.24 |
3.59 |
0.76 |
0.90 |
0.40 |
0.25 |
|
3# |
30.42 |
16.52 |
8.47 |
2.60 |
1.51 |
0.71 |
0.61 |
|
4# |
30.89 |
18.17 |
5.29 |
2.65 |
2.73 |
1.01 |
1.04 |
|
5# |
29.61 |
23.95 |
3.34 |
0.76 |
0.85 |
0.41 |
0.30 |
|
6# |
29.58 |
21.82 |
3.79 |
1.93 |
0.89 |
0.60 |
0.55 |
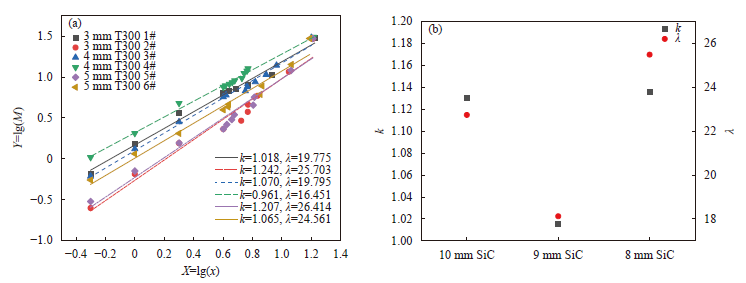
x���������Чֱ�� M���������Чֱ����x����Ƭ������
��ͬ��ȱȽṹ�µ�о���������ֲ�����ָ��k��ƽ�������ߴ��ƽ��ֵ��ϵͼ
3 �մ�������ʧЧ����
�մ���������ֲ����մ����������ֲ�Ҳ����Rosin-Rammler�ֲ����ɡ����մ������Ϊ9 mmʱ���մ�����ƽ�������ߴ�������ָ��k��С�������մɶ������ܳ��
�մ�ʧЧģʽ���մ��ڸ��ٳ������Ҫ�γ��մ��;������ơ��մ����γ�������ѹ�������մɺ���ά��ϰ���洦�ķ���������ã������մɲ��Ϸ����������
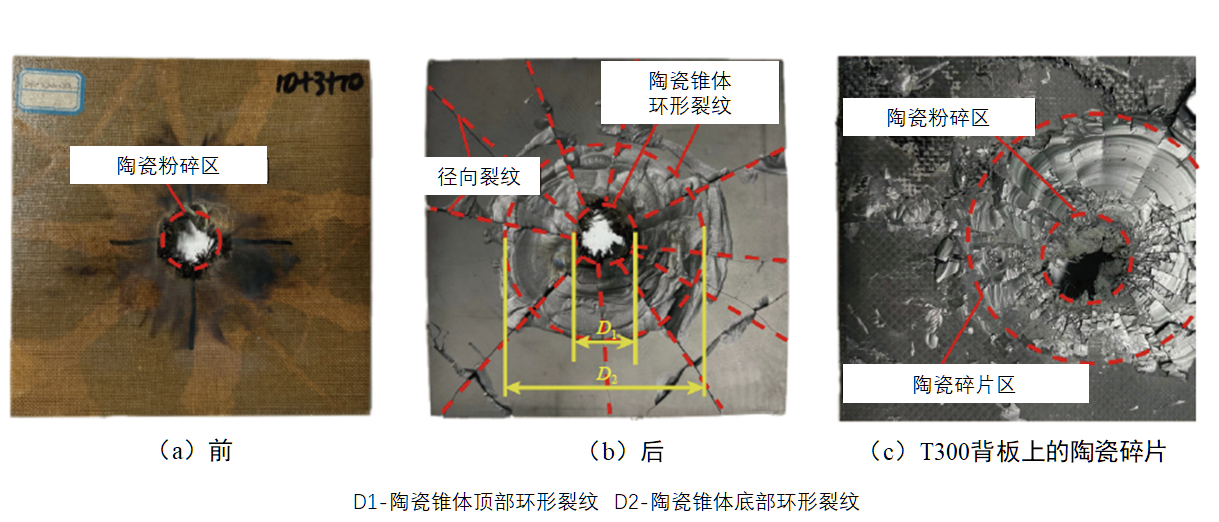
�մ�����ʧЧͼ
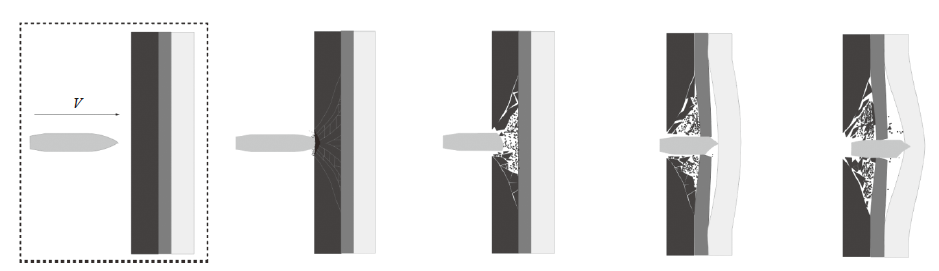
�մ������γɹ���ͼ
4 ����������ʧЧ����
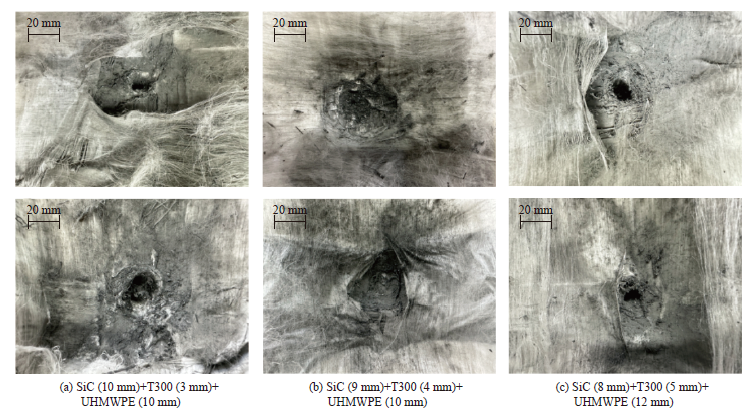
UHMWPE��ϰ�ʧЧģʽ��UHMWPE��ϰ���Ҫ������ʽΪ�����롢�������������Ա��μ����������µĴ���ʧЧ��ͨ��3Dɨ����ɨ�裬����UHMWPE��ϰ��λ�Ƴ��ֲ��뱳����߶�������ء�
̼��άT300��ϰ�ʧЧģʽ��̼��άT300��ϰ�������ʽΪ���в����µ�ʮ���ʹ��Զ��ѣ��Ͽ�����ϴ��ʺϵ�����Ϊ����װ�ı���ʹ�á�
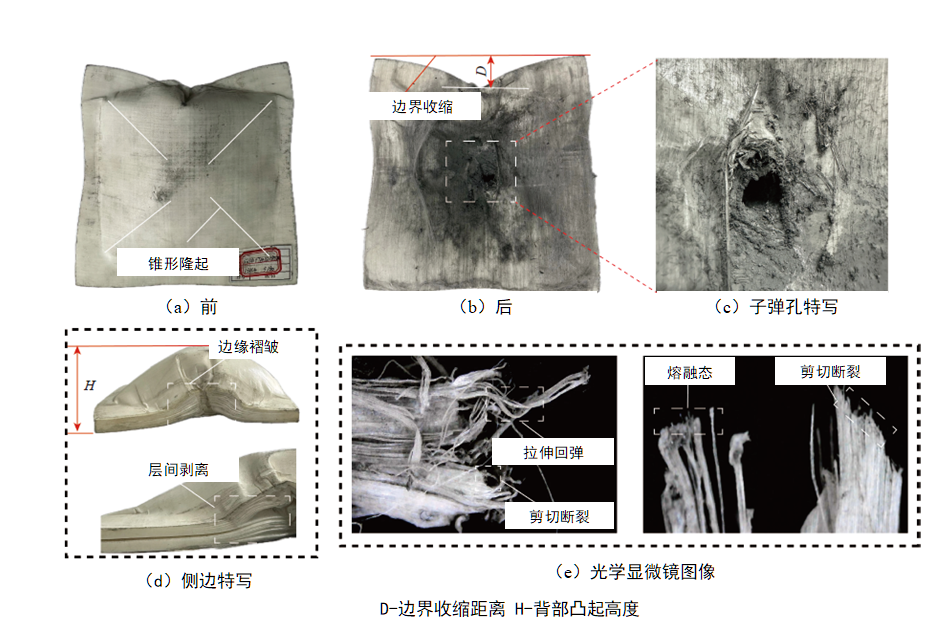
UHMWPE��ϰ�ʧЧģʽͼ
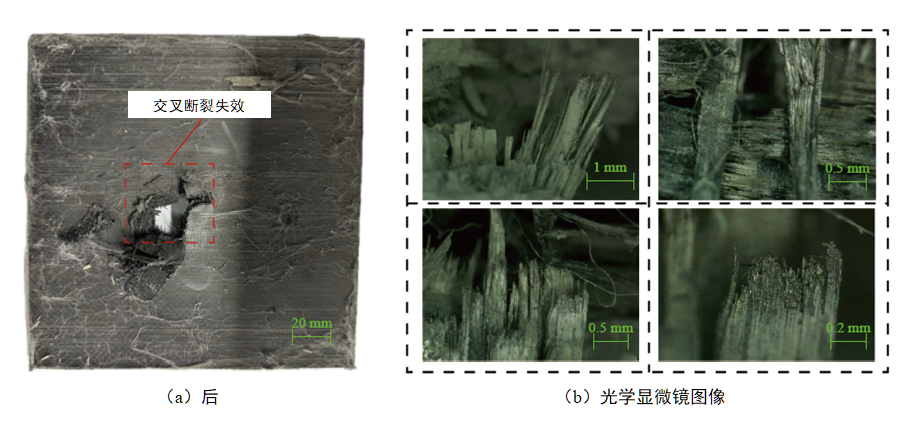
T300��ά��ϰ�ʧЧģʽͼ
3. ���Ľ���
���ź�������9 mm SiC + 4 mm T300 + 10 mm UHMWPE�ĺ�����չ�ֳ���ѵĿ������ܡ��ڴ�����£���о���մɵ����ѳ̶���ߣ�UHMWPE��ϰ�ı�������κ͵����ֳ������С�������������������ɢ�ͷ����������������Ϊ������
�������Ӱ������1 mm���SiC�մ��滻��1 mm���̼��άT300��Ϊ�մ��ṩ�˸�ǿ�ĸն�֧�ţ��ӳ��˵�о���մɵ������ʱ�䣬ʹSiC�մ��ܸ���ֵ����鵯о����Ч�ֲ��˼���1mm SiC���ܴ����ķ�����ʧ����߸���װ�ķ���������Ȼ������2mm SiC�滻Ϊ2mm T300������UHMWPE��8-5-12��ϣ����·��������½���˵��������Ѻ����ȣ����ȼ����մɼ�ʹ����Ҳ����ȫ������
����ģʽ�ܽ���
��оͷ����Ҫ���ַ�����ĥʴ������Ӧ�������մ�����ã����ϴ�о����ɼ���Ӧ��������Ӧ����ͬ�����µ�����ʧЧ���ѣ�
�մ��ڸ��ٳ������Ҫ�γ��մ��;������ƣ�
UHMWPE��ϰ���Ҫ������ʽΪ���첨���µ������롢����������������������ɼ��������µ���Թ����Ĵ���ʧЧ������������ڣ���
̼��άT300��ϰ�������ʽΪ���в����µ�ʮ���ʹ��Զ��ѣ��Ͽ����������������������������Ϊ����Ч�����ѣ�����UHMWPE����ʹ�ÿ��Ż�����ṹ�նȺ�������
Ӧ�ü�ֵ��չ��
���о�Ϊ�����һ��������������װ���ṩ�˹ؼ�ָ����
1. ��ȷ��SiC�մ�-T300̼��ά-UHMWPE����װ���Ż���ȱȣ�9-4-10������ֱ��Ӧ������װֱ����������װ�׳����ȹؼ���λ�ķ������
2. ��ʾ��"�մɼ���+�߸ն���ά����"����������Ч·����1mm�滻���ԣ���Ϊƽ������������ṩ����˼·
3. �����˸���װ���㣨�մɡ��߸նȹ��ɲ㡢�����Ա��壩�ڿ��������е�Эͬ���û���������ģʽ��Ϊ����ѡ��ͽṹ�Ż��춨�����ۻ���
4. �������Ƭ�ֲ�ͳ�Ʒ�����Rosin-Rammlerģ�ͣ�Ϊ����������о/�մ�����̶Ⱥ�������ɢ�ṩ����Ч������


![]() �㽭ʡ�����е�������������·29��
�㽭ʡ�����е�������������·29��
![]() lt@ltcm.com.cn
lt@ltcm.com.cn
![]() �췽����15825578881
�췽����15825578881
��Ůʿ��15256076687
